Chocolate Part
Two
Production:
Roughly two-thirds of the entire world's
cocoa is produced in Western Africa and according to the World Cocoa Foundation,
some 50 million people around the world depend on cocoa as a source of
livelihood. The industry is dominated by three chocolate makers, Barry
Callebaut, Cargill and Archer Daniels Midland Company (ADM). In
the UK, most chocolatiers purchase their chocolate from them, to melt, mould and
package to their own design. Despite some disagreement in the EU about the
definition, chocolate is any product made primarily of cocoa solids and cocoa
fat. The
different flavors of chocolate can be obtained by varying the time and
temperature when roasting the beans, by adjusting the relative quantities of the
cocoa solids and cocoa fat, and by adding non-chocolate
ingredients.
Production costs can be decreased by
reducing cocoa solid content or by substituting cocoa butter with a
non-cocoa fat. Cocoa growers object to allowing the resulting food to be called
"chocolate", due to the risk of lower demand for their crops.
There are two main jobs associated with
creating chocolate candy, chocolate makers and chocolatiers. Chocolate makers
use harvested cacao beans and other ingredients to produce couverture
chocolate. Chocolatiers use the finished couverture
to make chocolate candies (bars, truffles, etc.).
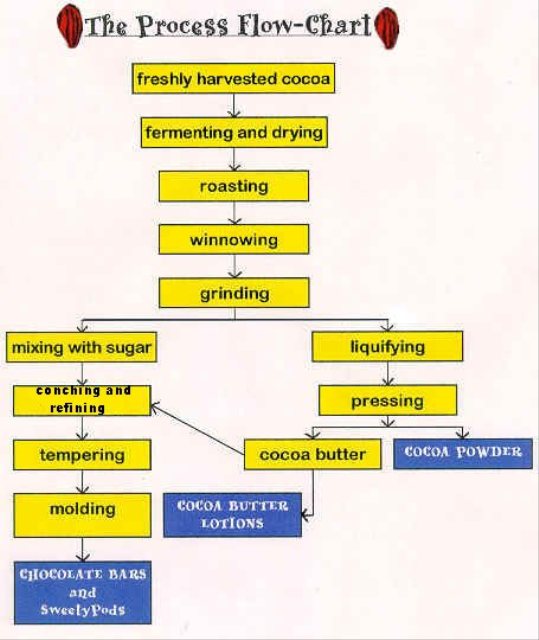
Processing:
Cocoa pods are
harvested by cutting the pods from the tree using a machete, or by
knocking them off the tree using a stick. The beans with their surrounding pulp
are removed from the pods and placed in piles or bins to ferment. The
fermentation process is what gives the beans their familiar chocolate taste. It
is important to harvest the pods when they are fully ripe because if the pod is
unripe, the beans will have a low cocoa butter content, or there will be
insufficient sugars in the white pulp for fermentation, resulting in a weak
flavor. After fermentation, the beans must be quickly dried to prevent mold
growth. Climate and weather permitting, this is done by spreading the beans out
in the sun from 5 to 7 days.
The dried beans are then transported to a
chocolate manufacturing facility. The beans are cleaned, roasted, and
graded. Next the shells are removed to extract the nib. Finally, the nibs are
ground and liquefied, resulting in pure chocolate in fluid form: chocolate
liquor. The liquor
can be further processed into two components: cocoa solids and cocoa
butter.
Blending:

Chocolate Melanger
Chocolate liquor is blended with the cocoa
butter in varying quantities to make different types of chocolate or
couvertures. The basic blends of ingredients for the various types of chocolate
(in order of highest quantity of cocoa liquor first), are as
follows:
Dark chocolate: sugar,
cocoa butter, cocoa liquor, and (sometimes) vanilla
Milk chocolate: sugar,
cocoa butter, cocoa liquor, milk or milk powder, and vanilla
White chocolate: sugar,
cocoa butter, milk or milk powder, and vanilla
Usually, an emulsifying agent such as soy
lecithin is added, though a few manufacturers
prefer to exclude this ingredient for purity reasons and to remain
GMO free,
sometimes at the cost of a perfectly smooth texture. Some manufacturers are now
using PGPR, an artificial emulsifier derived from
castor oil that allows them to reduce the amount of cocoa butter while
maintaining the same mouthfeel.
The texture is also heavily influenced by
processing, specifically conching (see below). The more expensive chocolate
tends to be processed longer and thus have a smoother texture and "feel" on the
tongue, regardless of whether emulsifying agents are
added.
Different manufacturers develop their own
"signature" blends based on the above formulas, but varying proportions of the
different constituents are used.
The finest, plain dark chocolate
couvertures contain at least 70% cocoa (both solids and butter), whereas milk
chocolate usually contains up to 50%. High-quality white chocolate couvertures
contain only about 33% cocoa.
Producers of high quality, small batch
chocolate argue that mass production produces bad quality
chocolate. Some
mass-produced chocolate contains much less cocoa (as low as 7% in many cases)
and fats other than cocoa butter. Vegetable oils and artificial
vanilla flavour are
often used in cheaper chocolate to mask poorly fermented and/or roasted
beans.
In 2007, the Chocolate Manufacturers
Association in the United States, whose members include Hershey, Nestle
and
ADM,
lobbied the Food
and Drug Administration to change the legal definition of
chocolate to let them substitute partially hydrogenated vegetable
oils for cocoa
butter in addition to using artificial sweeteners and milk
substitutes. Currently,
the US FDA does
not allow a product to be referred to as "chocolate" if the product contains any
of these ingredients.
Conching:
The penultimate process is called conching.
A conche is a container filled with metal beads, which act as grinders. The
refined and blended chocolate mass is kept in a liquid state by frictional heat.
Chocolate prior to conching has an uneven and gritty texture. The conching
process produces cocoa and sugar particles smaller than the tongue can detect,
hence the smooth feel in the mouth. The length of the conching process
determines the final smoothness and quality of the chocolate. High-quality
chocolate is conched for about 72 hours, lesser grades about four to six hours.
After the process is complete, the chocolate mass is stored in tanks heated to
approximately 45–50 °C (113–122 °F) until final processing.
Tempering
The final process is called
tempering. Uncontrolled
crystallization of cocoa butter typically results in crystals of varying size,
some or all large enough to be clearly seen with the naked eye. This causes the
surface of the chocolate to appear mottled and matte, and causes the chocolate
to crumble rather than snap when broken. The uniform sheen and crisp bite of
properly processed chocolate are the result of consistently small cocoa butter
crystals produced by the tempering process.
The fats in cocoa butter can crystallize in six different
forms (polymorphous crystallization). The primary purpose of tempering is to assure that only the
best form is present. The six different crystal forms have:
|
Crystal |
Temperature |
Notes |
|
I |
17 °C (63 °F) |
Soft, crumbly, melts
too easily. |
|
II |
21 °C (70 °F) |
Soft, crumbly, melts
too easily. |
|
III |
26 °C (78 °F) |
Firm, poor snap,
melts too easily. |
|
IV |
28 °C (82 °F) |
Firm, good snap,
melts too easily. |
|
V |
34 °C (94 °F) |
Glossy, firm, best
snap, melts near body temperature (37 °C). |
|
VI |
36 °C (97 °F) |
Hard, takes weeks to
form. |
Making chocolate
considered "good" is about forming as many type V crystals as possible. This
provides the best appearance and texture and creates the most stable crystals so
the texture and appearance will not degrade over time. To accomplish this, the
temperature is carefully manipulated during the
crystallization.
Generally, the chocolate is
first heated to 45 °C (115 °F) to melt all six forms of
crystals. Next, the chocolate is cooled to about 27 °C (80 °F), which will
allow crystal types IV and V to form. At this temperature, the chocolate is
agitated to create many small crystal "seeds" which will serve as nuclei to
create small crystals in the chocolate. The chocolate is then heated to about 31
°C (88 °F) to eliminate any type IV crystals, leaving just type V. After this
point, any excessive heating of the chocolate will destroy the temper and this
process will have to be repeated. However, there are other methods of chocolate
tempering used. The most common variant is introducing already tempered, solid
"seed" chocolate. The temper of chocolate can be measured with a chocolate
temper meter to ensure accuracy and consistency. A sample cup is filled with the
chocolate and placed in the unit which then displays or prints the
results.
Two classic ways of
manually tempering chocolate are:
Working the molten chocolate on a heat-absorbing surface, such as a
stone slab, until thickening indicates the presence of sufficient crystal
"seeds"; the chocolate is then gently warmed to working temperature.
Stirring solid chocolate into molten chocolate to "inoculate" the
liquid chocolate with crystals (this method uses the already formed crystal of
the solid chocolate to "seed" the molten
chocolate).
Chocolate tempering
machines (or temperers) with computer controls can be used for producing
consistently tempered chocolate, particularly for large volume
applications.
Storage:
Chocolate is very
sensitive to temperature and humidity. Ideal storage temperatures are between 15
and 17 °C (59 to 63 °F), with a relative humidity of less than 50%. Chocolate is
generally stored away from other foods as it can absorb different aromas.
Ideally, chocolates are packed or wrapped, and placed in proper storage with the
correct humidity and temperature. Additionally chocolate is frequently stored in
a dark place or protected from light by wrapping paper. Various types of
"blooming" effects can occur if chocolate is stored or served improperly. If
refrigerated or frozen without containment, chocolate can absorb enough moisture
to cause a whitish discoloration, the result of fat or sugar crystals rising to
the surface. Moving chocolate from one temperature extreme to another, such as
from a refrigerator on a hot day, can result in an oily texture. Although
visually unappealing, chocolate suffering from bloom is perfectly safe for
consumption.
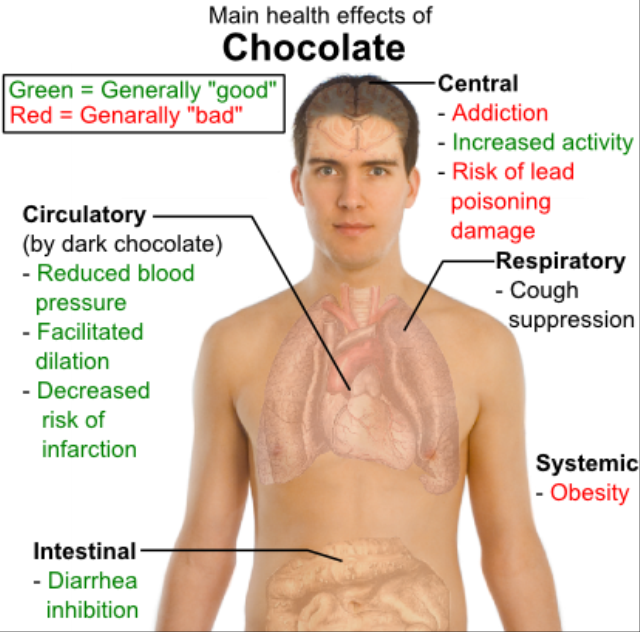
I am not even
"going there" on this picture
Chocolate
was introduced in to Europe by the Spaniards and became a popular beverage by
the mid 1600's. They also introduced the cacao tree into the West Indies and the
Philippines.
The
cacao plant was first given its botanical name by Swedish natural scientist
Carolus Linnaeus in his original classification of the plant kingdom, who called
it Theobroma ("food of the gods") cacao.
Whatever
- I like the very bitter dark stuff. I like Cadbury's Fruit and Nut best
NO ARGUING THERE THEN

ALL IN ALL THE WORLD WOULD BE A SADDER PLACE WITHOUT IT
-
VERY, VERY TASTY.